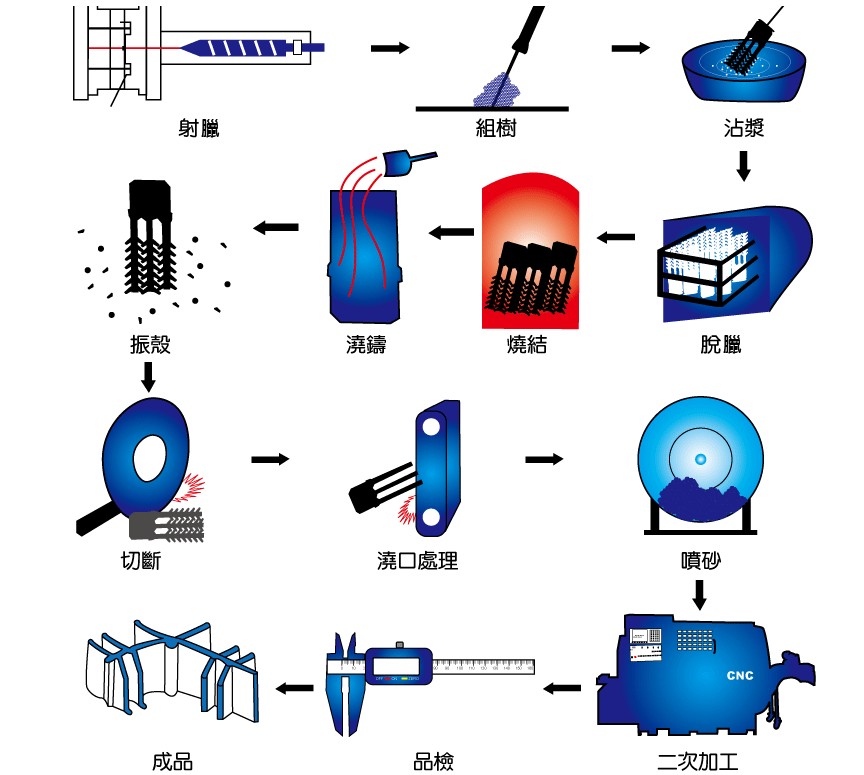
脱蜡铸造的流程
的有关信息介绍如下:脱蜡浇铸的工序流程是:模具设计——开模具——注蜡(模)——修整蜡模(焊蜡模)——种蜡树(——称重)——制作壳模——壳模焙烧——浇铸——振壳——清砂处理
下面分别讲述各个工序。 一 .制作产品模具 一般是模具是采用的铝模也有使用钢模的 但是使用起来不方便,厂里拿到图纸工程部分根据图纸设计出相应的模具,设计浇口。然后用铝材通过数控机床一系列的加工,制造出模具。
二. 注蜡 模具开好后就可以进行注蜡操作了。注蜡操作应该注意对蜡温、压力以及胶模的压紧等因素。 制作蜡模使用的蜡一般是兰色的模型石蜡,其融化温度在60℃左右,注蜡温度在65℃左右。还有一些其他颜色的石蜡,性质略有不同。蜡温及注射压力是由注蜡机决定的。注蜡机的类别通常有风压式和真空式两种。这两种注蜡机的注蜡原理基本相似,就是利用气压将熔融状态的蜡注入胶模。两者的区别在于真空式注蜡机能够先将胶模抽真空,在向胶模注蜡;而风压式注蜡机只能直接向胶模注蜡。所以通常操作以真空式注蜡机比较容易掌握,而风压式注蜡机则需要具有一定的经验。 注蜡机中的加热器和感温器能够使蜡液达到并保持一定的温度。通常注蜡机中蜡的温度应该保持在70~75℃之间,这样的温度能够保证蜡液的流动性。如果温度过低,蜡液不易注满蜡模,造成蜡模的残缺;反之蜡液温度过高,又会导致蜡液从胶模缝隙处溢出或从注蜡口溢出,容易形成飞边或烫伤手指。 注蜡机蜡筒内的压力是由外接气泵提供的,一般应该保持在0.5~0.7at(或kgf/cm2)即0.051~0.071Bar之间,也可以根据蜡模的体积和复杂程度进行适当的调整。 注蜡之前,首先应该打开胶模,检查胶模的完好性和清洁性。如果是使用过的胶模,就应该向胶模中尤其是形状比较细小复杂的位置喷洒脱蜡剂(也可撒上少量滑石粉),以利于取出蜡模;其次应该预热注蜡机,打开气泵,调整好压力和温度。 注蜡时,应该用双手将夹板(可以是有机玻璃板或木板、铝板等)中的胶模夹紧,注意手指的分布应该使胶模受压均匀;将胶模水口对准注蜡嘴平行推进,顶牢注蜡嘴后双手不动,用脚轻轻踏合注蜡开关并随即松开,双手停留1~2秒后,将胶模放置片刻,即可打开胶模(如果胶模有底,应该首先将模底拉出),取出蜡模。蜡模取出后仔细检查,如果出现比较严重的缺边、断脚等问题,这样的蜡模就属于废品。如果是一些比较细小的缺陷,则应该进行蜡模的修整。
四. 修整蜡模 一般而言,注蜡后取出的蜡模都会或多或少地存在一些问题,如飞边、多重边、断爪、肉眼可见的砂眼、部分或整体结构变形、小孔不通、花头线条不清晰、花头搭边等等。对于飞边、多重边、花头不清晰、花头搭边等缺陷可以用手术刀片修光;对于砂眼、断爪可以用焊蜡器进行焊补;小孔不通的可以用焊针穿透;对于蜡模的变形可以在40~50℃的热水中进行校正. 另外,对于手寸不同的戒指,如果等到执模时再改指圈,无疑既费工又费料。所以一般的生产企业都是在修蜡模时直接改指圈。改指圈使用焊蜡器非常方便,焊好后用刀片修整一下焊缝即可。 五 . 焊树组 蜡模经过修整后,需要种蜡树,才能进行进一步的操作。 种蜡树就是将制作好的蜡模按照一定的顺序,用焊蜡器沿圆周方向依次分层地焊接在一根蜡棒上,使最终得到一棵形状酷似大树的蜡树,再将蜡树进行灌石膏等工序。种蜡树的基本要求是,蜡模要排列有序,关键是蜡模之间不能接触,既能够保持一定的间隙,又能够尽量多地将蜡模焊在蜡树上,也就是说,一棵蜡树上要尽量“种”上最多数量的蜡模,已满足批量生产的需要。 种蜡树必须“种”在一个圆形橡胶底盘上。这个橡胶底盘的直径是与不锈钢筒的内径配套的。一般橡胶底盘的直径有3吋、3吋半和4吋。底盘的正中心有一个突起的圆形凹孔,凹孔的直径与蜡树的蜡棒直径相当。“种蜡树”的第一步,就是将蜡棒头部蘸一些融化的蜡液,趁热插入底盘的凹孔中,使蜡棒与凹孔结合牢固。第二步,逐层将蜡模焊接在蜡棒上,可以从蜡棒底部开始(由下向上),也可以从蜡棒头部开始(由上向下)。如果“种树”的技术比较熟练,两种方法操作起来的差别不大;但是一般使用从蜡棒头部开始(从上向下)的方法比较多,因为这种方法的最大优点是可以防止融化的蜡液滴落到焊好的蜡模上,能够避免因蜡液滴落造成的不必要的返工。 种蜡树的操作过程应该注意以下一些问题。 1)种蜡树的蜡模水道与蜡棒之间一般有45°的夹角,也就是说,蜡模的方向是倾斜向上的。只有这样才能便于金水顺利注入石膏模。这个夹角可以根据蜡模的大小和复杂程度进行适当的调整,小而复杂的蜡模可以减小夹角;反之,比较大的蜡模可以增大夹角。 2)在种蜡树之前,应该首先对橡胶底盘进行称重。种蜡树完毕,再进行一次称重。将这两次称重的结果相减,可以得出蜡树的重量。将蜡树的重量按石蜡与铸造金属的密度比例换算成金属的重量,就可以估算出大概需要多少金属进行浇铸。 3)种蜡树完毕,必须检查蜡模是否都已焊牢。如果没有焊牢,在灌石膏时就容易造成蜡模脱落,影响浇铸的进行。最后,应该再检查蜡模之间是否有足够的间隙,蜡模若贴在一起,应该分开;如果蜡树上有滴落的蜡滴,应该用刀片修去。 六. 制壳型 蜡模的烘焙是保证浇铸正常进行的重要工序。一般而言,18K金的铸模烘焙时间为6~12小时,铂金的铸模烘焙时间为12~20小时。烘焙的作用主要有:脱蜡、干燥和浇铸保温。以18K金的烘焙为例,脱蜡温度为0~350℃,保温时间2小时;干燥温度为350~700℃,保温时间2~3小时;浇铸保温温度为600~500℃,保温时间1~2小时。 最后就是钢水浇铸到做好的壳里